供应商网
百度爱采购
自媒体营销
视频营销
AI智能设计
站站通生态
云官网
外贸
采购通
排名宝
建站Pro
设计服务
新手入门
找回商铺
注销商铺
联系客服
最新产品
行业产品
产品地图
优质热词
移动站点
弯头系列
三通系列
异径管系列
管帽系列
法兰系列
承插件系列
弯管系列
管系列
其他管道配件
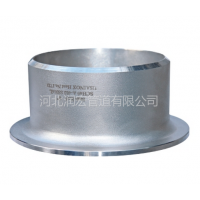
供应河北润宏专业生产不锈钢翻边/双相钢翻边/304翻边短节 盐山专业生产厂家
产品标签 | 不锈钢翻边 双相钢翻边 304翻边短节
价 格
订货量
¥5.00 价格为商家提供的参考价,请通过"获取最低报价"获得您最满意的心理价位~
≥5
河北润宏专业生产不锈钢翻边/双相钢翻边/304翻边短节 盐山专业生产厂家
电话:13292759931
QQ:1398135699
版权所有 供应商网(www.gys.cn)
京ICP备2023035610号-2
河北润宏管道有限公司 手机: 电话: 地址:河北 沧州 盐山县盐塔路
成功收藏此产品
您可以查看我的收藏夹
收藏夹中已存在
加载中
获取最低报价
提交成功请您注意近期来电
注册采购商,一对一为您找优质产品及商家
看这里,您也可以拨打店铺电话咨询产品报价哦~
咨询电话:
河北润宏管道有限公司 智能客服智能客服在线解答,若涉及资金打款事宜,务必与厂家进行电话确认。
请阅读并同意《服务条款》